FURTHER TOGETHER... IN PULP & PAPER
The pulp and paper industry uses a large amount of energy in its various drying processes. Drying is an essential step in the transformation process and as such, heat exchangers for air heating must be reliable, but also highly efficient in order to minimize the factory’s energy bills.
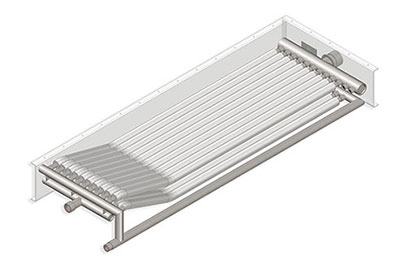
Steam heat exchangers (also known as steam coils) are often used to heat air, which in turn will be used to dry wood pulp in pulp and paper mills or even wood in kiln dryers. The most common heat transfer fluids used to heat the air are water or a water-glycol mixture (see our ICOIL range) or steam (see our ISTEAM range). Sometimes, the use of steam in the coils brings some problems, which lead to the premature failure of the coils. Thermofin has developed a complete range of steam coils, the ISTEAM range, whose thermal and mechanical specific design minimizes the risk of steam coil failure.
One of the main reasons for the breakdown of a steam coil is the freezing of the condensate when air intake temperatures are below the freezing point. A design using distributor tubes in the coils (see the VC model of our ISTEAM range) is sometimes not sufficient to prevent condensate from freezing. Steam condensate must be evacuated promptly to avoid it from freezing or becoming acid, leading to premature failing of the steam coil. Thermofin has developed the AFZ model, which allows condensate to be evacuated after each row of finned tubes. In addition to properly design the steam coils, it is also important to look at the steam control system as a whole to avoid problems of condensate evacuation in steam coils.
SOLUTIONS TO TYPICAL PROBLEMS
Absence of a vacuum breaker on the vapor line
The modulation of the steam trap to control the exhaust air temperature of the steam coil sometimes creates a vacuum in the exchanger, preventing the condensate from draining properly. The exchanger begins to fill (this is known as a flooded exchanger), which reduces the performance of the steam coil, which in turn leads to the sudden reopening of the steam trap. The pressure rises suddenly in the coil, violently pushing the condensate, and thus creating water hammer in the steam coil. The heat exchanger is drained of its condensate, but this time with a higher vapor pressure, which therefore provides an excess of performance of the steam coil. The control cycle starts again: closing of the steam trap, vacuum in the exchanger, poor drainage of the condensate, sudden reopening of the steam trap (water hammer), etc. These repeated water hammers lead to the breakage of the steam coil.
Incorrect installation of steam coil
During steam coil installation, it is important to respect the slope of the tubes towards the condensate connection. This slope is important to purge rapidly and efficiently the condensate from the steam coil.
Absence or insufficient height of purge manifold
It is important to have a sufficient vertical piping length between the steam coil outlet connection and the steam trap. This piping length serves as a purge manifold, which is intended to maintain sufficient pressure (due to the water column) to allow the condensate to be discharged from the steam coil when the vacuum breaker is opened.
Incorrect selection of steam trap
If the steam trap is incorrectly selected or improperly sized, the condensate drainage may be compromised and failure of the steam coil may occur due to water hammers or freezing condensate. Moreover, when the vacuum breaker is opened, air mixes with the condensate which becomes acid. The acid condensate creates corrosion in the lower part of the steam coil where condensate of steam has accumulated. Most leaks then appear in the lower parts of the steam coil (lower part of the collector, lower tubes, etc.). Leaks located in the lower part of the steam coils are mainly due to the corrosion caused by the acid steam condensate.
Return of condensate to the steam coil
The designer of the steam system sometimes only counts on the higher steam pressure to force the condensate out of the steam coil. This may actually work when the system operates at full capacity, but when the demand for heating is lower, the vapor pressure may be insufficient to drive off condensate from the steam coil. The exchanger begins to fill, which reduces the performance of the steam coil, causing the steam regulator to suddenly reopen. The pressure rises suddenly in the coil, violently pushing the condensate and thus creating water hammer in the steam coil. The heat exchanger is drained of its condensate, but this time with a higher vapor pressure which therefore provides a surplus of performance to the steam coil. The control cycle starts again: closing of the steam trap, vacuum in the exchanger, poor drainage of the condensate, sudden reopening of the steam trap (water hammer), etc. These repeated water hammers lead to the breakage of the steam coil.